「AIを入れたのに、まだ人が不良品を手で弾いている」——その原因は排除工程にあります。本記事では、排除機構の選び方・PLC連携・後付け設置まで、現場目線で解説します。
AI外観検査の「排除システム」とは?判定から除外までの仕組みを解説
AI外観検査における「排除システム」とは、AIが不良品(NG品)と判定した製品を、生産ラインから物理的に取り除くまでの一連の仕組みを指します。カメラによる撮影・AI判定・制御装置(PLC)への信号送信・排除装置の作動、という一連のプロセスが自動でつながることで、はじめて「人の目と手に頼らない検査工程」が実現します。AIソフトウェアだけを導入しても、排除の部分が手作業のままでは省人化になりません。排除システムの設計は、AI導入と同じく検査自動化の根幹です。
なぜ「AI導入=省人化」にならないケースが多いのか
AI外観検査を導入しても、期待した省人化が実現しない現場には、共通したパターンがあります。それは「AIが判定した結果を、作業者がモニターで確認し、手作業で不良品を取り除く」という半自動の運用です。
この運用では、検査の精度がいくら上がっても、人が介在し続ける限り人手不足の根本解決にはなりません。夜間・休日の無人稼働も、人が必要な工程が残る限り実現できません。
検査工程を本当の意味で自動化するには、AIによる判定と物理的な排除を自動で連携させ、「人がいなくても不良品が流れない」状態をつくることが必要です。
排除まで自動化されていない現場で起こりやすいこと
排除が手動のまま残っていると、作業者の疲労や集中力の低下によるヒューマンエラーが発生しやすくなります。また、夜間や少人数稼働の時間帯に不良品が後工程へ流れるリスクも高まります。
「AIを入れたのに、なぜか品質クレームが減らない」という相談の背景には、こうした排除工程の未自動化が潜んでいることがあります。
排除システムが機能すれば、検査工程は完全に自動化できる
AI(判定する脳)と排除機構(実行する腕)がきちんと連携すれば、検査から排除までの一連の工程が完全に自動化されます。生産ラインの24時間無人稼働も、現実的な選択肢になります。
この「出口の設計」こそが、AI外観検査を現場で本当に機能させるための核心です。
製品を傷つけない「排除機構」の選び方
NG品を取り除く排除機構には複数の方式があります。製品の大きさ・重さ・材質・ラインのスペースによって最適な選択肢が変わります。選定を誤ると、誤排除や取りこぼし、あるいは排除の衝撃で製品に新たな傷がつく、という事態にもなりかねません。
| 方式 | 向いてる製品 | メリット | 注意点 |
|---|---|---|---|
| エアーブロー | 軽量品・樹脂パーツ・小物 | 高速対応、設備コストが低い | 重い製品は動かせない、コンプレッサー稼働音あり |
| プッシャー・シフトアーム | 箱物・重量物・瓶類 | 確実な排除動作、倒れにくい | 動作速度に上限あり、設置スペースが必要 |
| フリッパー・ダイバータ | 中〜重量物全般 | 製品へのダメージが少ない | 設置スペースが必要、機構がやや複雑 |
| トラップドア(落下) | 粒状品・錠剤・小袋 | 省スペース、機構がシンプル | 落下時の衝撃あり、粉塵に注意 |
| ロボットピッキング | 高付加価値品・精密部品 | 傷がつかない、整列も同時にできる | 導入コスト高め、処理速度は遅め |
▶ どの排除機構が自社ラインに合うか、無料でご提案します
自社ラインに合う排除機構の選定チェックリスト
以下のチェックリストで、自社の生産ラインに適した排除機構を絞り込めます。
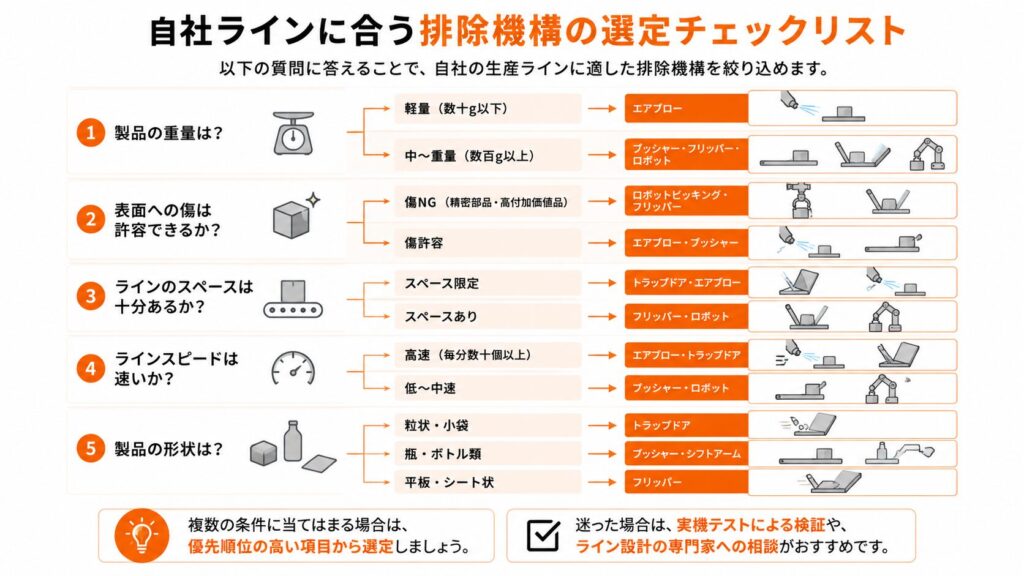
※上記はあくまで一例です。複数の条件が重なるケースや、既存設備との兼ね合いがある場合もございますので、現地確認をもとに最適な組み合わせをご提案します。
高速・小物の定番:エアブロー方式
コンプレッサーからのエアを瞬間的に吹き付けて製品を吹き飛ばす方式です。動作が非常に速く、小さな部品や軽い樹脂製品の排除に適しています。設備がシンプルで導入コストを抑えやすい点も、中小工場には魅力的です。一方で、重い製品には効果が薄く、コンプレッサーの稼働音が発生します。
重量物や確実な移動に:プッシャー・シフトアーム方式
エアシリンダや電動アクチュエータで製品を横に押し出す方式(プッシャー)、またはアームでラインを切り替える方式(シフトアーム)です。重量のある製品や、倒れると困る瓶・ボトル類に向いています。動作が確実な点が強みですが、排除の速度には上限があります。
製品へのダメージを抑えたい:フリッパー・ダイバータ方式
コンベアの一部を傾けたり、ゲートを切り替えたりして搬送方向を変える方式です。製品を直接叩いたり押したりしないため、表面へのダメージが少なく、中〜重量物にも対応できます。設置スペースと機構の複雑さが課題になりますが、製品保護を優先したい場面で有効です。
スペースを最小限に:トラップドア(落下)方式
コンベアの一部に扉を設け、NG判定時に扉を開いて製品を落下させる方式です。設置スペースが小さくて済むため、ラインの改造が難しい場所にも向いています。錠剤・粒状食品・小袋など、落下しても品質に影響しにくい製品に適しています。
傷防止を最優先に:ロボットピッキング方式
多関節ロボットが製品を丁寧につかんで取り除く方式です。高付加価値の精密部品や、表面に傷がついてはならない製品に向いています。排除と同時に製品の向きを揃えたり、種類別に仕分けたりすることも可能で、一台に複数の機能を持たせられる点が強みです。

※画像はイメージです
AI判定を現場のラインに伝える仕組み
「AIがNG判定を出す」→「排除装置が動く」——この一連の動作は、いくつかの機器が連携して初めて成立します。
AIから排除装置まで、信号はどう流れるのか
AI外観検査システムの信号の流れは、おおむね次のとおりです。
カメラ → AI(産業用PC)→ ライン制御装置(PLC)→ 排除装置PLCとは「プログラマブル・ロジック・コントローラ」の略で、工場の生産ラインを制御するための専用コンピュータです。スイッチのオン・オフや機械の動作タイミングを精密に管理します。AIがNGと判定すると、その信号をPLCが受け取り、排除装置を適切なタイミングで動かします。
コンベアの速度が変わっても排除がズレない仕組み
AIが「NG」と判定した瞬間、その製品はすでにコンベアで数センチ先へ移動しています。排除装置を正しい場所で動かすには、製品がどこにいるかをリアルタイムで追い続ける必要があります。
この計算に使われるのが「エンコーダ」と呼ばれるセンサーです。コンベアの回転数を常時計測し、「今どれくらい進んだか」を把握します。AIの判定タイミングとエンコーダのデータを組み合わせることで、コンベア速度が変わっても排除装置を正確に動かせます。
既存ラインをそのまま活かして後付けする方法
「大がかりなライン改造は予算的にもスペース的にも難しい」——そういった声をよくいただきます。AI外観検査の排除システムは、既存のコンベアラインを大幅に変えなくても設置できるケースが多くあります。
コンベアの横に排除ユニットをスタンドアロンで設置する方法や、既存ラインの隙間に小型の排除機構を組み込む後付け設計が挙げられます。既存設備のPLCが使えるかどうかを事前に確認し、信号の接続方法を設計することが、低コスト導入のポイントです。
まとめ|「検査工程の自動化」は、排除まで設計してはじめて完結する
AI外観検査の価値は、不良品を検出することだけではありません。不良品を「流出させない」ために、検出から排除まで自動でつながる仕組みを設計してはじめて、検査工程の本当の自動化が実現します。
排除機構の選定・ライン制御との接続——これらを一つのシステムとして設計できるかどうかが、「AIを導入したのに人が減らない」という状況を防ぐかどうかの分かれ目です。
なお、排除まで自動化が整うと、次のステップとして「蓄積された検査データをどう活かすか」という問いが生まれます。NG画像の傾向分析、AIモデルの継続的な再学習、歩留まり改善へのフィードバック——こうした検査データの活用については、別記事で詳しく解説しています。
フツパーでは、判定ソフトウェアの開発から排除機構のハード設計、既存ラインとの接続まで含めた全体提案に対応しています。「AIベンダーに頼んだら排除は別途で…と言われた」という相談を数多くいただいており、その穴を埋めるのが私たちの強みです。製造業出身のメンバーが現地に入り、機構選定から設置・稼働まで一気通貫で支援します。導入事例や具体的な対応範囲は、お気軽にご相談ください。



