AI外観検査を入れた後に「現場で起きうる」3つの変化
AI外観検査の導入直後は、精度も安定していて「うまくいった」と感じることが多いものです。しかし時間が経つにつれ、現場からこんな声が聞こえてくるようになります。「最近、見逃しが増えてきた気がする」「新しい製品ラインに対応できていない」。これらは、機器の故障でもなく、AIの欠陥でもありません。製造現場が変化し続けているからです。
導入後に起きやすい変化は、大きく3つに分けられます。
品種・仕様の変化
製品ラインナップは、ビジネスの成長とともに広がっていくものです。最初はAの製品だけを検査していたところに、B・Cと品目が増えていく。外観が似ていても、素材・色・形状が異なれば、AIにとってはまったく別の対象です。
わかりやすい例を挙げると、バニラ味のクッキーの検査AIを構築しても、チョコ味のクッキーには対応できません。色も質感も異なるため、AIが「良品」として学習してきたデータとはまったく違う映像が入ってくるからです。
こうした品種追加のたびに外部のエンジニアへ依頼していると、対応待ちの間は人手による目視検査に逆戻りという状況が生まれてしまいます。
撮影環境の変化
カメラや照明は、導入時に精度が最適化されています。しかし工場の環境は、ゆっくりと確実に変化しています。
照明の光量は経年劣化によって落ちていきます。季節や時間帯によって差し込む自然光が変わることもあります。こうした変化は肉眼ではほとんど気づかないレベルのものですが、ミクロ単位の傷や汚れを検出するAIにとっては、判定精度に直結します。「導入当初より見逃しが増えた」という相談の多くは、この撮影環境の微妙な変化が原因です。
合否基準の変化
品質基準は固定されたものではありません。取引先からの要求が厳しくなる、社内基準を見直すといった理由で、「合格ライン」は変化します。
昨日まで「良品」として通過していたものが、今日から「不良品」になる。この変化に対して、AIが学習してきた基準をアップデートしなければ、検査そのものが形骸化してしまいます。
これらの変化は、どの工場でも遅かれ早かれ直面するものです。では、どう対応すればよいのか。鍵は「現場が自走できる仕組み」にあります。
「変化への対応」を現場の力で。再学習・モデル追加が自走を生む
前のセクションで挙げた3つの変化に共通するのは、「外部に頼り続けると、対応コストと時間がかさみ続ける」という点です。そこで重要になるのが、現場担当者自身が変化に対応できる仕組みです。
その中核となるのが「再学習」と「ノーコードでのモデル追加」という2つのアプローチです。
再学習とは何か。現場担当者が「AIを教え直す」という感覚
再学習とは、同じ製品・同じカメラ・同じ照明環境を前提に、AIの判断基準をアップデートする作業です。具体的には、照明の経年劣化への対応、合否基準の変更、あるいは「今まで見ていた傷に加えて、こげやカケも検出したい」といった検査項目の追加が対象になります。
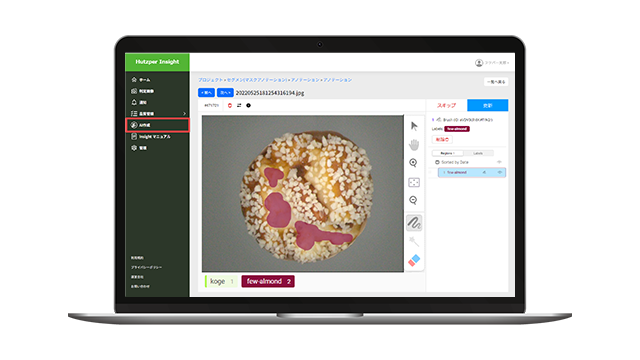
操作のイメージは、機械学習の専門知識がなくてもできるよう設計されています。現場担当者が「これは良品」「これは不良品」とサンプルを仕分けていくだけで、AIが新しい基準を学び直していく。ラベル付けや不良箇所の指定など直感的なUIで、「教える」という行為そのものの敷居を下げることが設計の核心にあります。
新品目への対応はノーコードでモデルを追加する
品種そのものが増えた場合(先ほどのバニラ→チョコのような例)は、新しいAIモデルを一から構築する必要があります。ただしこれも、カメラや照明のハードウェアが流用できるワークであれば、現場担当者が自分で構築できます。
>実例:食品メーカーが自社でモデルを追加したケース
バニラ味の外観検査AIをフツパ―で構築後、チョコ味の新製品に対し、現場担当者が自らAIモデルを追加。エンジニア不要、ベンダー待ちゼロ。「自分たちでできた」という体験が次への自信につながった。
なお、カメラや照明の構成そのものを変える必要がある場合は、ハードウェアの設計から入り直す必要があります。その領域については、AI外観検査で精度が出ない原因は「光学設計」|PoCで終わらせない実用化の鍵で詳しく解説していますので、あわせてご参照ください。
「自社でできる範囲」が広がることの本当の価値
再学習やモデル追加を現場で完結できるようになると、直接的なコスト削減(外注費ゼロ)だけでなく、「対応スピード」という競争力が生まれます。
品種追加の翌日から検査体制が整う。基準変更があっても翌朝には反映できる。このスピード感は、外部依存の体制では決して得られないものです。そして、現場が変化に対応し続けるほど、検査データが蓄積されていきます。その蓄積が、次の価値を生み出します。
蓄積された検査データを「工程改善のエンジン」に変える
再学習を重ねながら検査を続けていくと、現場に一つの変化が生まれます。「不良品の記録」が日々積み上がっていくのです。これは単なるログではありません。これまで熟練工の勘と経験に頼ってきた「品質の知識」が、データとして組織に蓄積されていくということです。
「なぜ不良が出たか」が初めてわかる。暗黙知をデータに変える
長年、品質管理の現場では「あの人に見せればわかる」という状態が続いてきました。熟練の検査員が不良品を手に取り、「これはプレスの圧力が高すぎた」「この傷は搬送ラインの接触痕だ」と経験から読み解く。その知識は、退職とともに現場から失われていきます。
AI外観検査が蓄積するデータは、この暗黙知をデータ化する第一歩です。どの製品に、どのような不良が、どのくらいの頻度で発生しているか。それが時系列・種別・ロットごとにグラフや一覧として可視化されます。「勘でわかっていたこと」が、誰でも参照できる組織の知識になっていきます。
検査機を「工程の健康診断センサー」として使う
検査データの真の価値は、「不良を発見する」ことではなく、「不良の原因を前工程に遡って改善する、不良をそもそも出さない」ことにあります。
たとえば、ある時間帯から不良率がじわじわと上昇し始めたとします。その傾向をデータで確認できれば、「この時間帯に何が変わったか」を掘り下げられます。加工機の工具が摩耗し始めたのか、成形温度の設定がずれてきたのか。原因を特定できれば、設備のメンテナンスや工程条件の調整につなげられます。
このように、検査機を「工程の出口に置いた健康診断センサー」として捉え直すと、AIが持つデータの意味が変わります。このサイクルを回し続けることが、「検査の自動化」から「工程改善の自動化」への進化です。
![[フロー図:検査で不良を発見 → データで傾向・原因を分析 → 前工程の条件を最適化 → 不良率が下がり歩留まりが改善される]](https://hutzper.com/wp-content/uploads/2026/06/再学習フロー-1024x576.jpg)
このサイクルを回し続けることが、「検査の自動化」から「工程改善の自動化」への進化です。
歩留まり改善につながる「見える化」の具体例3選
蓄積されたデータが現場にもたらす変化を、3つの場面で具体的にご紹介します。
① 予兆検知:設備の異常を「不良率」で先読みする
不良率はある日突然急増するのではなく、多くの場合は緩やかに上昇し始めます。「先週より0.2%増えている」という変化をデータで捉えられれば、工具の摩耗や設備の劣化を事前に察知し、壊れる前にメンテナンスできます。突発的な生産停止を防ぐための、静かな早期警戒システムとして機能します。
② 原因特定:時間帯・ライン・条件別に不良傾向を分析する
「なぜかAラインだけ不良が多い」「午後になると傷が増える気がする」という感覚的な気づきを、データで裏付けられるようになります。時間帯・ライン・作業者・ロットといった切り口でデータを絞り込むことで、原因の仮説を立てやすくなり、改善活動のスピードが上がります。
③ 品質証明:全検査ログの保存で取引先への信頼を担保する
全数検査の記録がデータとして保存されることで、「この製品は、いつ、どの基準で検査されたか」を証明できるようになります。取引先からのクレームがあった際の根拠資料としても、また品質管理体制を対外的にアピールする材料としても活用できます。
こうして検査データが工程改善につながり、不良率が下がっていく。その先に生まれるのが、人員の使い方の変化です。
「今いる人員で、最大の生産性を」。検査自動化が生む人員最適化
新しい人は来ない。辞めるかもしれない。それでも生産を維持するには
多くの製造現場で共通しているのは、「採用しても人が集まらない」「ベテランがあと数年で定年を迎える」という現実です。生産量を維持・拡大したくても、人員を増やすという選択肢がそもそも取りづらい状況に置かれています。
こうした環境では、「何人の人員を削減できるか」よりも、「今いる人員で、どれだけ多くの付加価値を生み出せるか」という問いの方が、経営の本質に近いと思います。
AI外観検査が目視検査を代替することで生まれるのは、単純な「人員削減」ではありません。検査という業務から解放された時間と人員を、より高度で付加価値の高い業務へ振り向けられる、という変化です。
検査工程から解放された人員を、より高度な工程へ
目視検査は、集中力と体力を消耗する業務です。長時間の単調な作業は、熟練・非熟練を問わず担当者の負担になります。この業務をAIが担うことで、現場の担当者は以下のような業務に注力できるようになります。
- 前工程の条件調整や改善活動(品質向上に直結)
- 多能工化のための技術習得(柔軟な生産体制の構築)
- 後進の育成や技術承継(組織の持続性の確保)
「検査からの解放」は、人員を減らすことではなく、人員の価値を高めることです。採用が難しい時代だからこそ、今いるメンバー一人ひとりの力を最大限に引き出す体制づくりに、AIを活用する意味があります。
熟練メンバーの「勘」をデータ化し、技術承継の壁を乗り越える
前のセクションで触れた「暗黙知のデータ化」は、技術承継の問題にも直結します。
熟練メンバーが退職する前に、その人が持つ「良品・不良品を見分ける目」をAIに学習させておくことができます。検査データとして積み上がった判断の履歴は、次世代の担当者が学ぶための教材にもなります。「あの人がいなくなったら品質が維持できない」というリスクを、データという形で組織に残しておく。AI外観検査は、品質管理の技術承継ツールとしても機能します。
まとめ|AIを「育て続ける」仕組みが、工場の競争力になる
本記事では、AI外観検査の導入後に必ず直面する変化と、その対応方法を4つのテーマで解説してきました。
- 変化への対応:品種・環境・基準の変化は避けられない。現場が自走できる仕組みが必要
- 再学習・モデル追加:現場担当者がノーコードで対応できる体制が、対応スピードと外注コスト削減を同時に実現する
- データ活用:蓄積された検査データが暗黙知をデータ化し、工程改善・歩留まり向上のエンジンになる
- 人員最適化:検査から解放された人員を付加価値の高い業務へ。今いる人員で最大の生産性を生む
AI外観検査は、設置して終わりではありません。現場の変化に合わせて育て続けられる体制があってこそ、長期的な競争力になります。
なお、導入のROIや減価償却の考え方については、別記事で詳しく解説予定です。「投資回収の目安を知りたい」という方は、あわせてご参照ください。
貴社の現場がどう変わるか、一緒に考えませんか。実際の操作画面デモや、他社の歩留まり改善事例をご紹介しています。まずはお気軽にご相談ください。
関連記事